











What Is an EDM Machine? A Complete Guide to Its Mechanism and Types (Sinker / Wire / Small-Hole)
Table of Contents
An EDM (Electrical Discharge Machining) machine is a machine tool that removes material by means of electrical discharges (sparks) generated between an electrode and a workpiece.
Unlike lathes or machining centers that remove material using cutting tools, EDM gradually erodes metal using the energy generated by electrical discharges between the electrode and the workpiece. It is particularly suitable for machining hard materials such as hardened steel and cemented carbide.
During operation, the workpiece is submerged in water or a dedicated dielectric fluid. Many people may wonder, “Why is machining performed in liquid?”
In this article, we will explain the machining principle, why dielectric fluid is necessary, and the main types of EDM machines.
Basic Principle of EDM

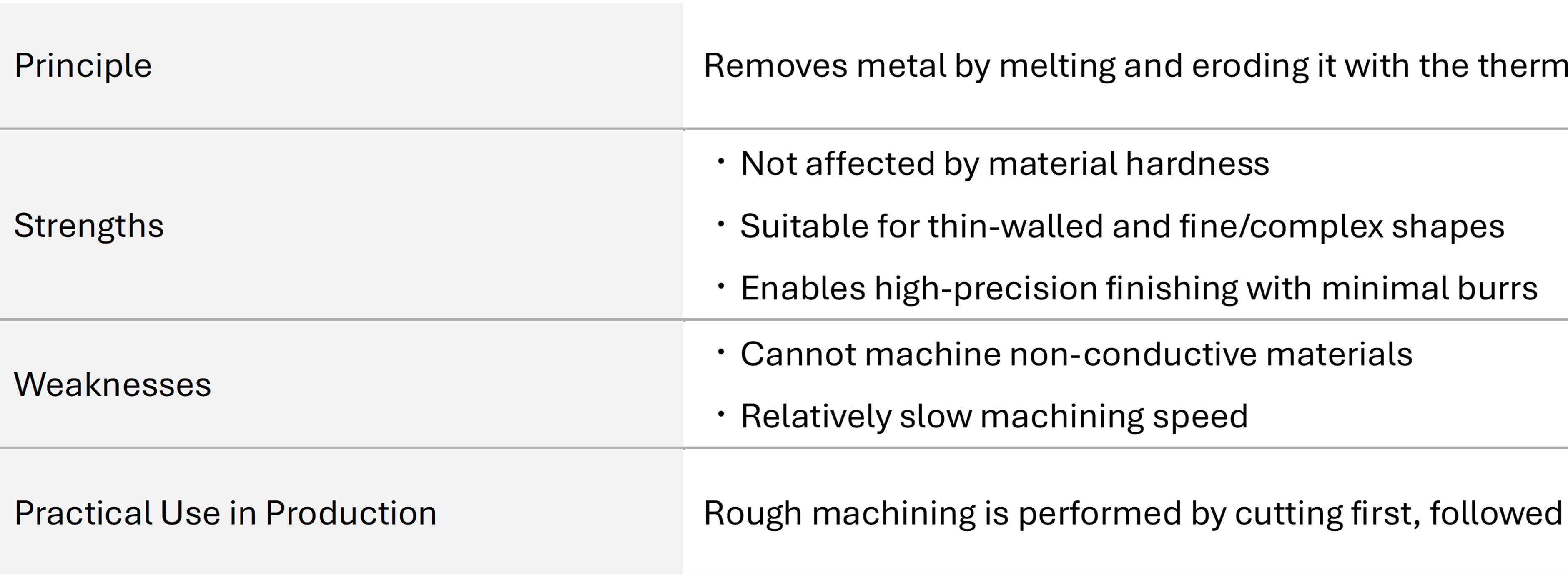
EDM removes metal by utilizing the thermal energy generated by spark discharges between the electrode and the workpiece. Instead of cutting with a tool, the metal is melted and vaporized by extremely high temperatures generated in an instant.
The machining process proceeds as follows:
Bring the electrode close to the workpiece
The electrode is positioned just microns away—close enough without making contact.Apply voltage
Electrical energy is supplied between the electrode and the workpiece.Discharge occurs
A small spark is generated.Metal melts and is removed
The heat from the spark gradually melts the metal.Repeat
These microscopic removals are repeated at high speed to form the desired shape.
Why Dielectric Fluid Is Necessary

EDM is performed with water or insulating oil (dielectric fluid) filling the gap between the electrode and the workpiece. This fluid plays an essential role in the process.
First, it stabilizes the discharge. Because dielectric fluid normally does not conduct electricity, current does not immediately flow when the electrode approaches the workpiece. A discharge occurs only when the gap reaches the proper distance, enabling stable and controlled machining at the intended location.
Second, it provides a cooling effect. Extremely high temperatures are generated during discharge, but the dielectric fluid absorbs heat, preventing excessive temperature rise of both the workpiece and the electrode and reducing thermal deformation.
What EDM Machines Excel At
Not Affected by Material Hardness
EDM does not depend on hardness but on electrical conductivity.
As long as the material conducts electricity, it can be machined—even extremely hard materials such as hardened steel and cemented carbide.
Suitable for Delicate Machining
Because EDM is a non-contact process, it does not generate large cutting forces like conventional machining.
This allows stable machining of thin-walled parts, fine features, and delicate components that might deform under mechanical cutting forces.
Minimal Burr Formation
In conventional cutting, material is mechanically sheared, often producing burrs (unwanted protrusions).
Since EDM removes material by melting and vaporization, burr formation is relatively minimal, reducing the need for secondary finishing processes.
Limitations of EDM and Countermeasures
Cannot Machine Non-Conductive Materials
EDM requires electrical current to flow between the electrode and the workpiece. Therefore, non-conductive materials such as ceramics, glass, and plastics cannot be machined.
Slow Machining Speed
EDM removes material by repeating microscopic discharges tens of thousands of times. As a result, it is not suitable for removing large volumes of material quickly.
Countermeasure
In practice, rough machining is typically performed using cutting processes such as machining centers, and EDM is used only for the finishing stage. Dividing the process in this way is a common and effective approach.
Types of EDM Machines
Sinker EDM (Ram EDM)
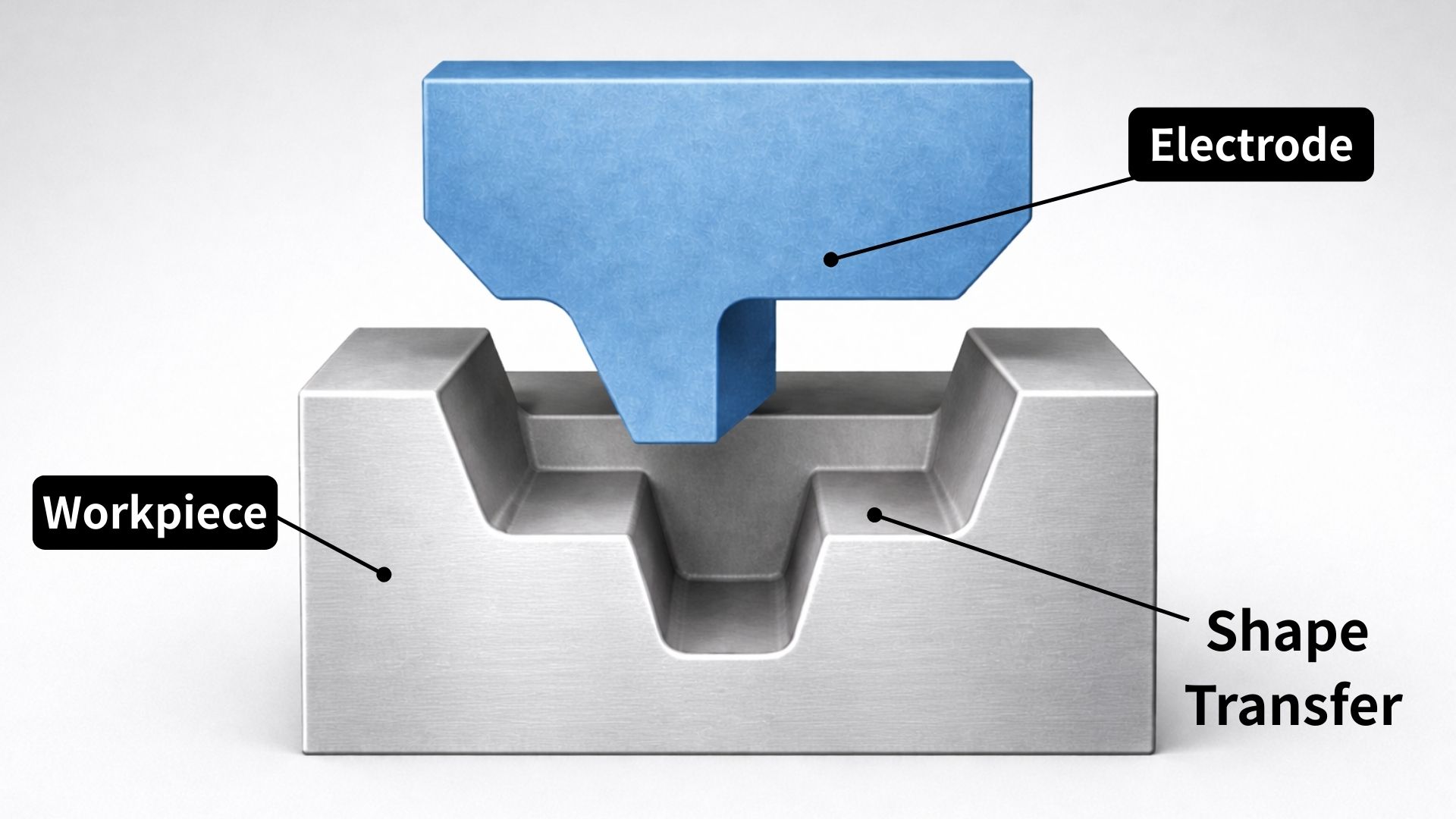
A sinker EDM transfers the shape of the electrode to the workpiece. By repeatedly generating discharges while bringing the electrode close to the workpiece, a cavity matching the electrode shape is formed. Insulating oil is typically used as the dielectric fluid.
It is well suited for complex geometries and deep rib structures, and is widely used in the production of plastic injection molds and die-casting molds.
Wire EDM
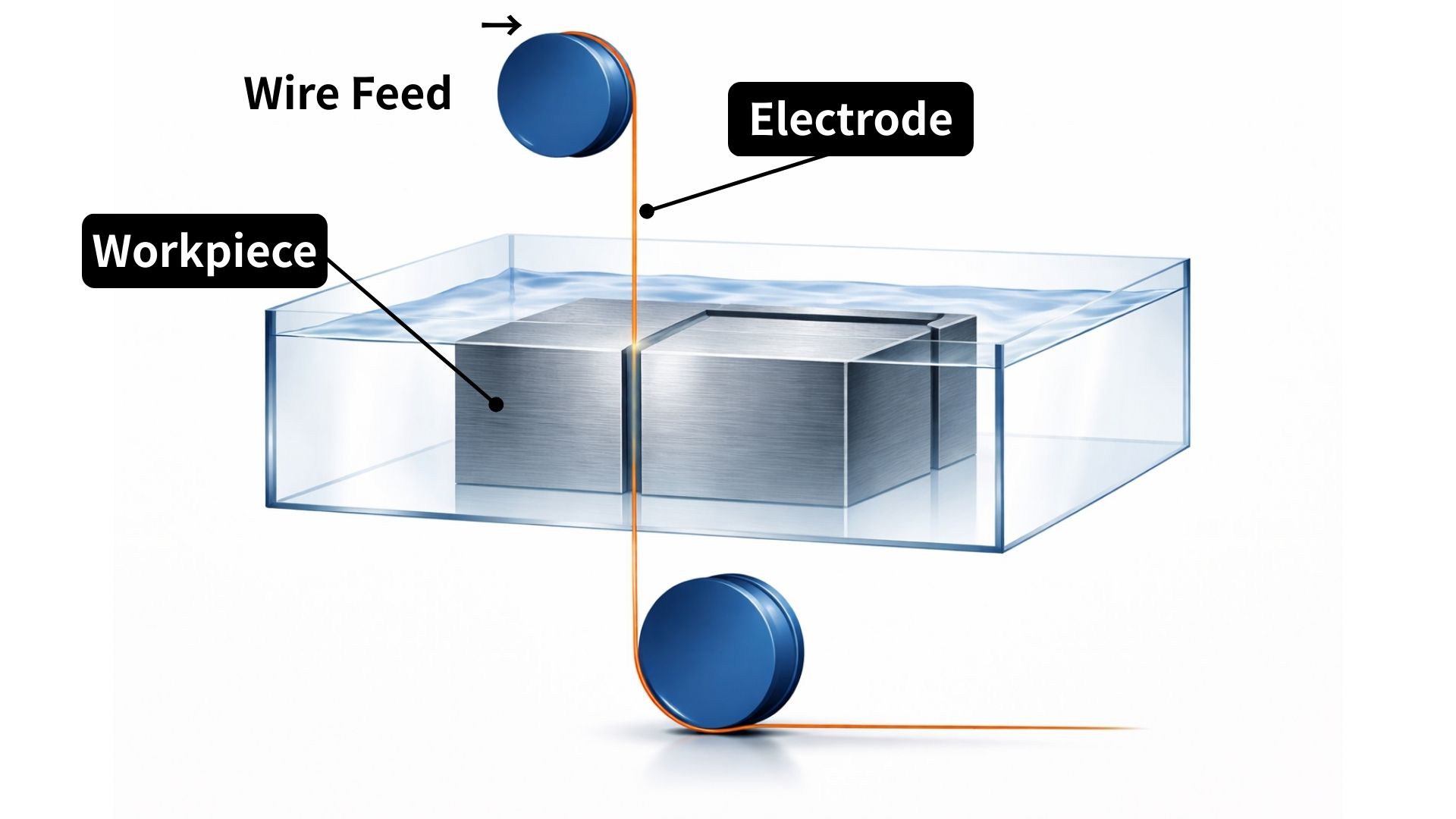
Wire EDM uses a thin wire as the electrode to cut the workpiece along a programmed contour. The wire is continuously fed during machining, minimizing the effects of electrode wear and maintaining stable machining conditions. Pure water is typically used as the dielectric fluid.
It excels at high-precision contour machining of straight lines and curves and is widely used for precision components and blanking dies. It is particularly strong in applications requiring micron-level accuracy.
Small-Hole EDM (Hole Drilling EDM)
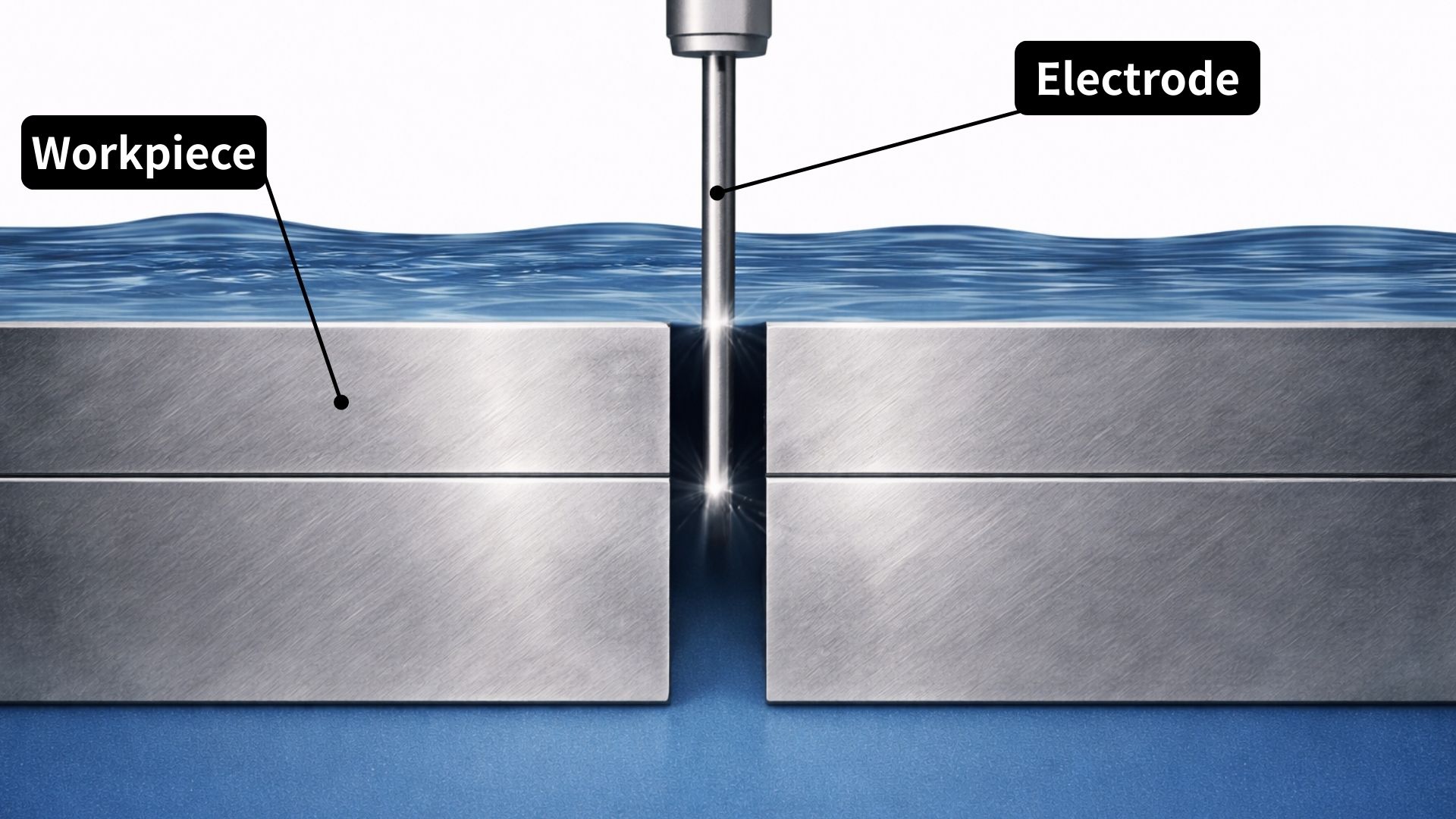
Small-hole EDM is a specialized machine designed for high-speed drilling of small-diameter holes using a pipe-shaped electrode. Dielectric fluid is flushed through the inside of the electrode during machining, enabling stable deep-hole processing. Water is commonly used as the dielectric fluid.
Typical applications include drilling starter holes for wire EDM and producing fine holes such as fuel nozzles used in automotive and industrial machinery. It plays an essential role in manufacturing components requiring small, deep holes and can machine hard materials that are difficult to process with conventional drilling.
Summary
EDM machines remove metal using the thermal energy of electrical discharges, operating on a principle fundamentally different from conventional cutting processes. Their key strengths include the ability to machine hard materials such as hardened steel and cemented carbide, and the capability to process delicate shapes without applying significant mechanical force.
With relatively low burr formation and the ability to achieve high-precision finishing, EDM plays a vital role in mold manufacturing and precision parts production.
However, due to its working principle, EDM cannot machine non-conductive materials and is not suitable for high-speed rough machining. Therefore, in actual manufacturing environments, it is important to optimize the overall process by combining EDM with conventional cutting methods.
In addition to purchasing new equipment, companies can significantly reduce capital investment by utilizing used EDM machines.
We provide sales and purchasing support for various types of used equipment, including:
Sinker EDM machines
Wire EDM machines
Small-hole EDM machines
Please feel free to contact us for more information.
▶ View our list of used EDM machines