











What Is a Coordinate Measuring Machine? Its Purpose and Main Types Explained
Table of Contents
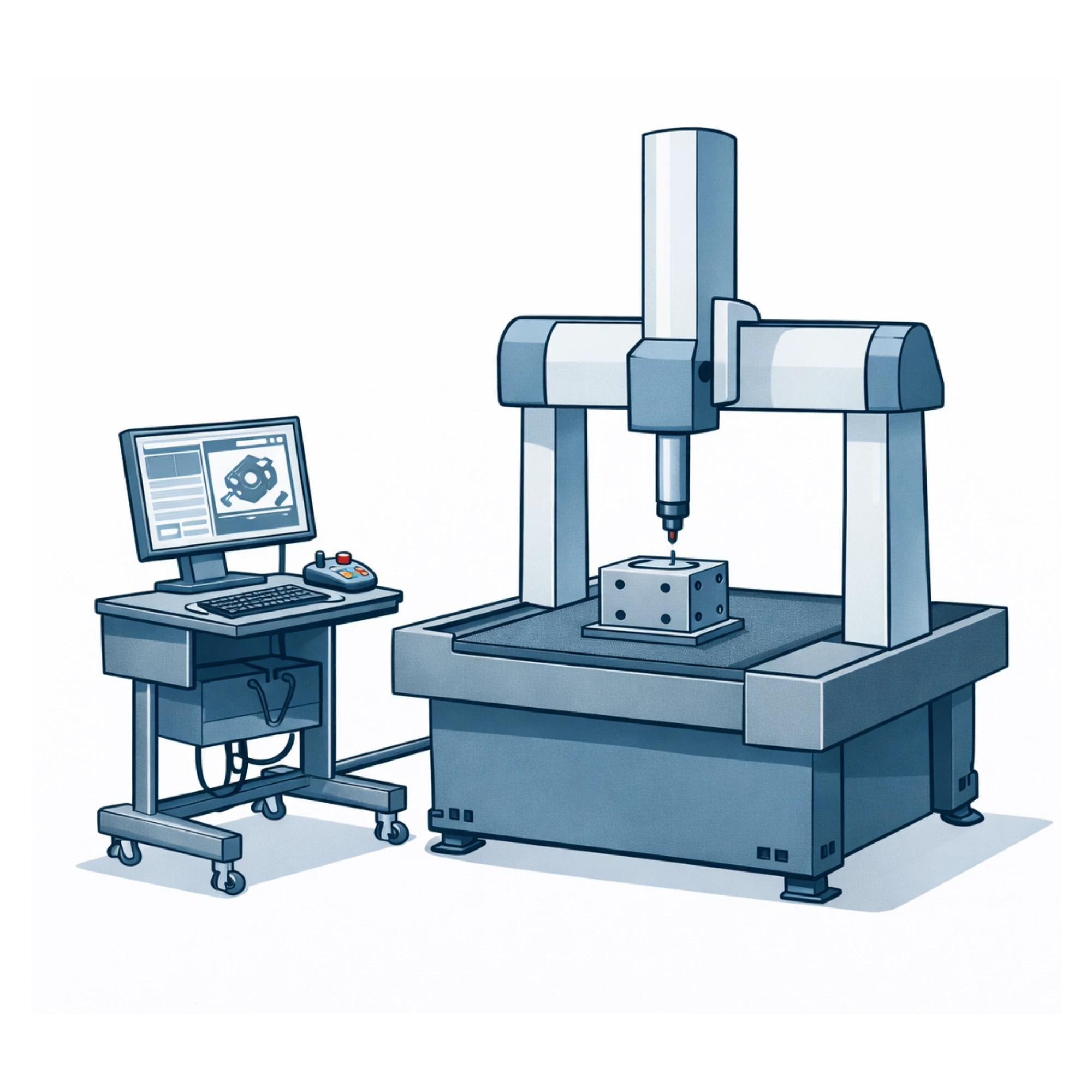
A Coordinate Measuring Machine (CMM) is a device used to measure the shape and dimensions of a workpiece by capturing its geometry in three-dimensional coordinates.
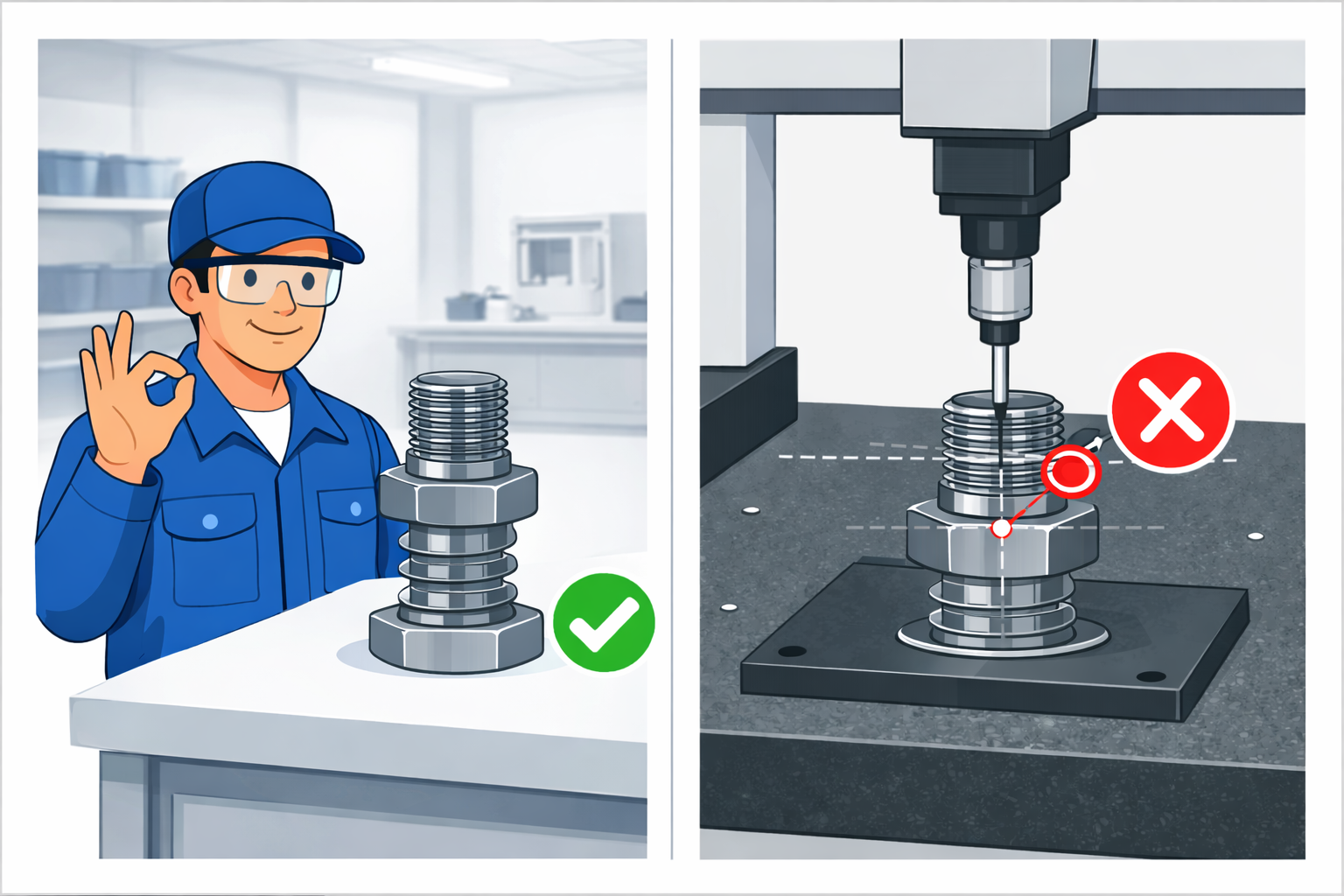
The need for a CMM may be closer to everyday life than you think. Have you ever bought furniture and found that “the screw doesn’t fit”? One possible cause is insufficient precision control during manufacturing. Even slight dimensional deviations can lead to mismatched parts.
With furniture, you might tolerate a small error. But for automotive or aerospace components—where human lives are at stake—there is no room for compromise. That is why accurate measurement of microscopic deviations, invisible to the naked eye, is essential.
In this article, we will explain what a CMM is, how it works, what it measures, and why it plays an indispensable role in manufacturing—using practical examples for clarity.
What Does a CMM Actually Measure?
When we say “measurement,” what exactly is being measured?
A CMM measures the coordinates of points on an object.
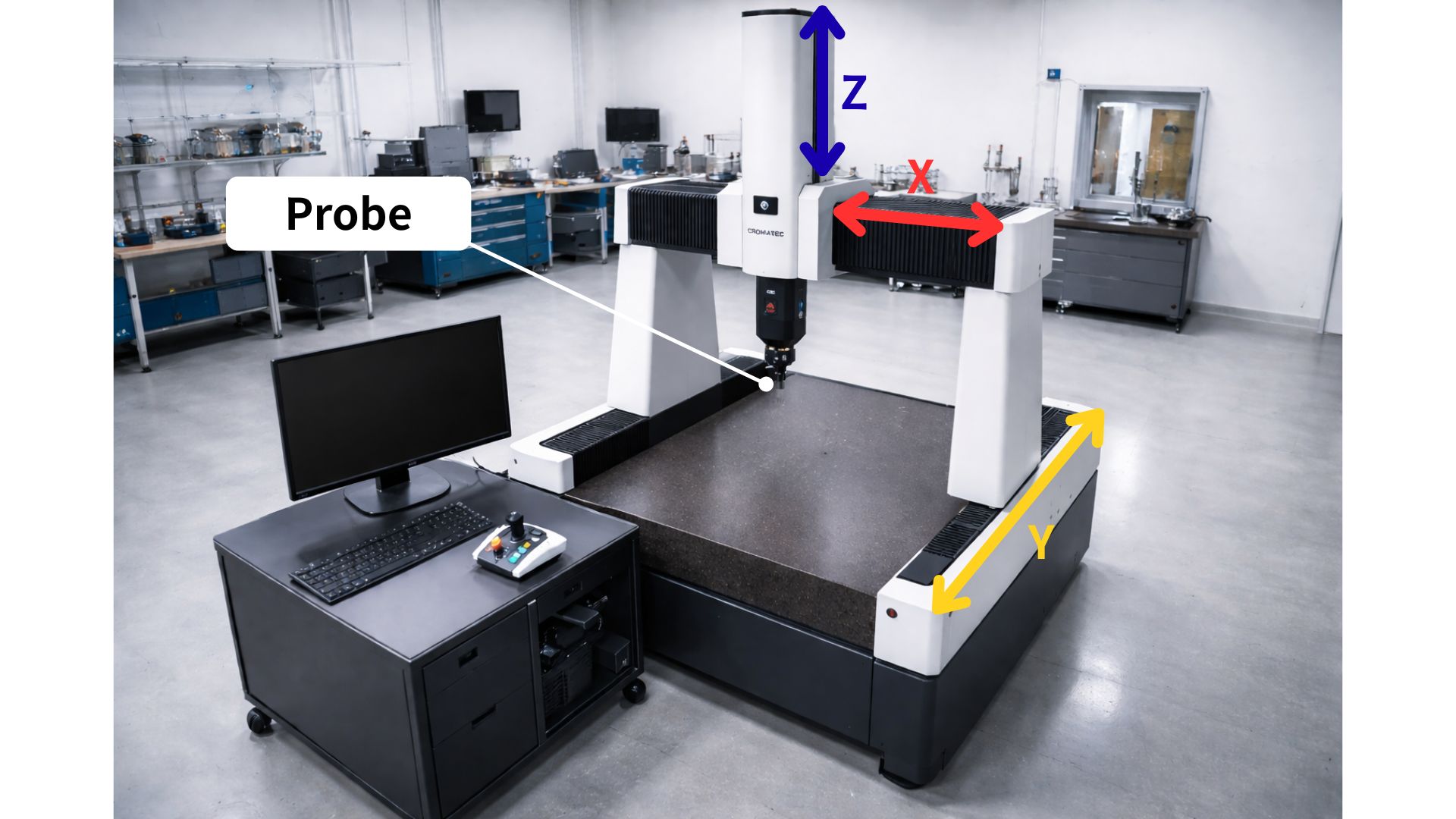
A probe (the sensor attached to the CMM) touches the surface of a workpiece—or detects it using light in non-contact systems—and records the X, Y, and Z position of that point. By collecting many such points, the machine calculates lengths, diameters, angles, and geometric relationships.
For example, when measuring the diameter of a hole, the CMM does not directly measure the diameter itself. Instead, it measures multiple points along the edge of the hole. From these points, it mathematically constructs a circle and calculates its diameter.
In other words, a CMM does not directly measure shapes. It calculates dimensions and geometry based on collected point data.
Why Do Manufacturers Use CMMs?
The primary purpose of a CMM is to verify whether a product has been manufactured according to its engineering drawings.
In manufacturing, drawings specify not only dimensions but also geometric tolerances. Visual inspection alone cannot guarantee correct shape, alignment, or positional accuracy.
Even when using CNC-controlled machine tools, small deviations can occur due to tool wear, thermal expansion, machine rigidity, or setup errors. These factors may cause slight shifts in hole positions or dimensional inaccuracies.
A CMM quantifies these microscopic deviations and provides objective data to evaluate product quality.
Furthermore, by continuously analyzing measurement results, manufacturers can detect early signs of machine degradation or abnormal equipment conditions. Therefore, a CMM is not only a quality assurance tool—it also supports equipment monitoring and stable production.
Types of Coordinate Measuring Machines
CMMs are classified by structure and measurement method.
1. Bridge Type CMM
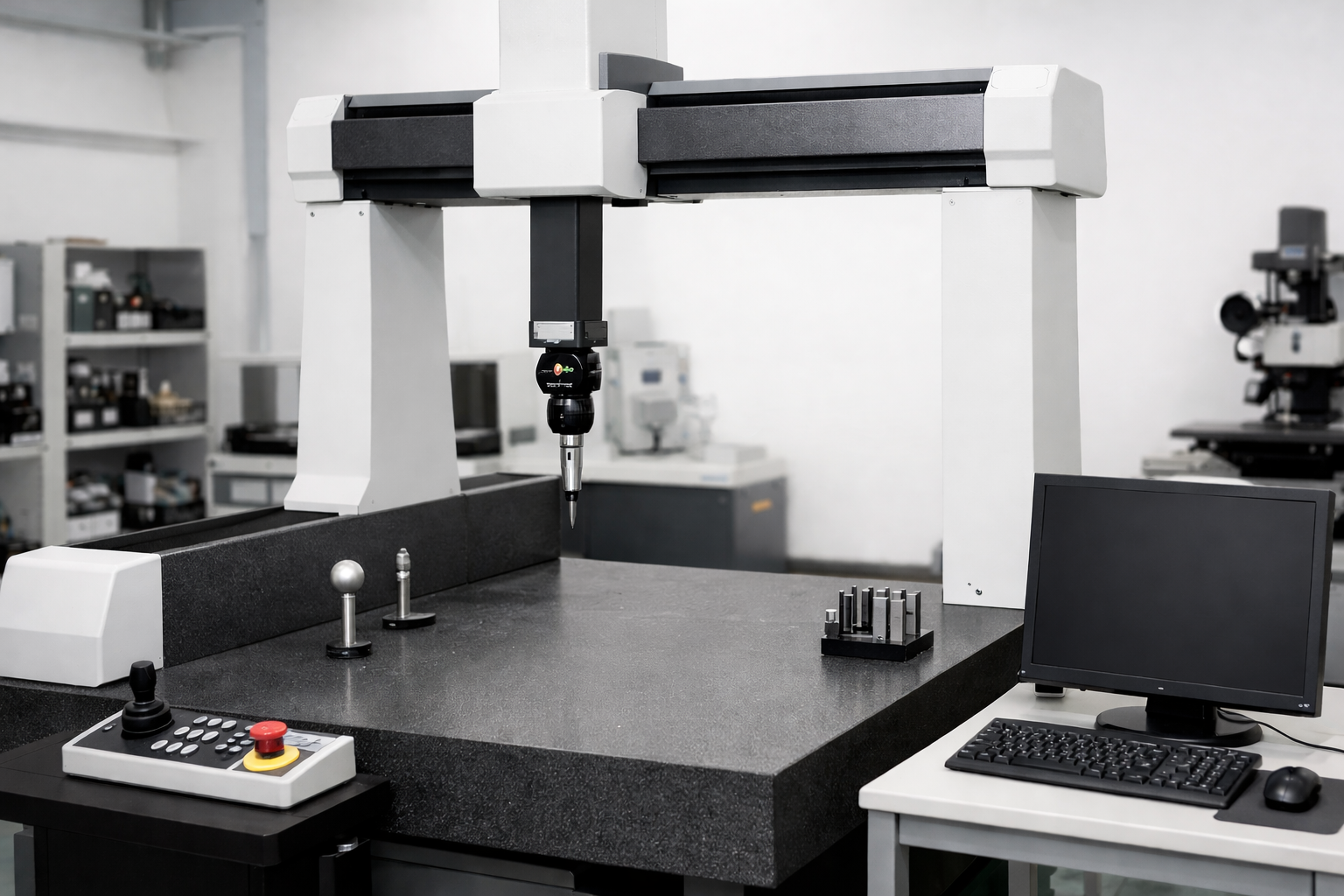
The bridge type features a gate-like frame that moves across a table. The probe mounted at the center travels along the X, Y, and Z axes.
This is the most common type used in manufacturing, especially for mold component inspection, mass-produced parts, and general quality control. It is considered the standard CMM structure in many production environments.
2. Gantry Type CMM
The gantry type is designed for measuring large and heavy workpieces.
It consists of two vertical columns connected by a horizontal beam, forming a gate-like structure. Compared to other types, it offers a very large measuring range and can handle heavy components.
Typical applications include automotive body parts, large molds, and industrial machinery frames. This type is essential when verifying the dimensional and positional accuracy of large-scale products.
3. Articulated Arm Type CMM

The arm type CMM features a multi-jointed arm, similar to a human arm, which the operator moves manually.
Each joint angle is measured, and the system calculates the three-dimensional coordinates of the probe tip. Unlike fixed bridge or gantry systems, this type offers high flexibility and portability.
However, compared to fixed high-precision systems, it is more sensitive to environmental conditions and operator technique.
4. Non-Contact (Optical) CMM

Non-contact (optical) CMMs measure three-dimensional shapes without physically touching the workpiece.
They use lasers, cameras, or white light to scan the surface and calculate 3D coordinates from the acquired data. The fundamental principle remains the same: collecting point data and calculating dimensions and geometry.
Non-contact systems are particularly suitable for high-speed measurement, delicate or soft materials, and complex freeform surfaces.
Manual vs. CNC CMM
The difference between manual and CNC CMMs lies in axis drive and automation level.
Manual CMMs require the operator to move each axis using hand controls. Measurement repeatability and efficiency depend heavily on operator skill.
CNC CMMs, on the other hand, use servo motors to control each axis automatically. Measurements are executed based on pre-programmed routines, ensuring high repeatability, stable measurement accuracy, and efficient inspection of mass-produced parts.
However, CNC systems include control units and advanced measurement software, resulting in higher initial investment costs. Selecting the appropriate system requires careful consideration of operational needs and budget.
Conclusion
Introducing a new CMM is not the only option. Utilizing high-quality used equipment can significantly reduce capital investment while maintaining reliable measurement capability.
We support the buying and selling of various used equipment, including bridge type CMMs, gantry type CMMs, CNC CMMs, and other measuring instruments and machine tools.
If you are considering purchasing or selling a CMM, please feel free to contact us.
▶ View our available used Coordinate Measuring Machines here