










研削盤とは?種類・用途・加工精度の違いを解説(平面・円筒・内面・センターレス)
研削盤とは、製品の最終仕上げ工程で使用される工作機械です。
旋盤加工やマシニングセンタによる切削加工などを行った後のワークには、寸法誤差や余分な突起、表面のごたつきが生じることがあります。
こうした不要部分を削り取り、寸法を整え、表面を滑らかに仕上げる役割を担うのが研磨盤です。
見た目だけでなく、精度や機能性、耐久性にも直結する重要な工程です。
研磨盤の基本構造から主な種類、加工精度の違い、用途、そして選定のポイントまでを解説します。
研削盤(研磨盤)とは?

研削盤とは、砥石を高速回転させて金属表面を微細に削り取る工作機械です。旋盤・フライス盤などよりも高精度な仕上げが可能で、具体的にはミクロン単位の寸法精度や優れた表面粗さを実現できます。多くの企業では荒加工後の最終仕上げ工程として研削加工を組み込み、製品の寸法安定性と品質向上を図っています。
研磨盤の主な種類
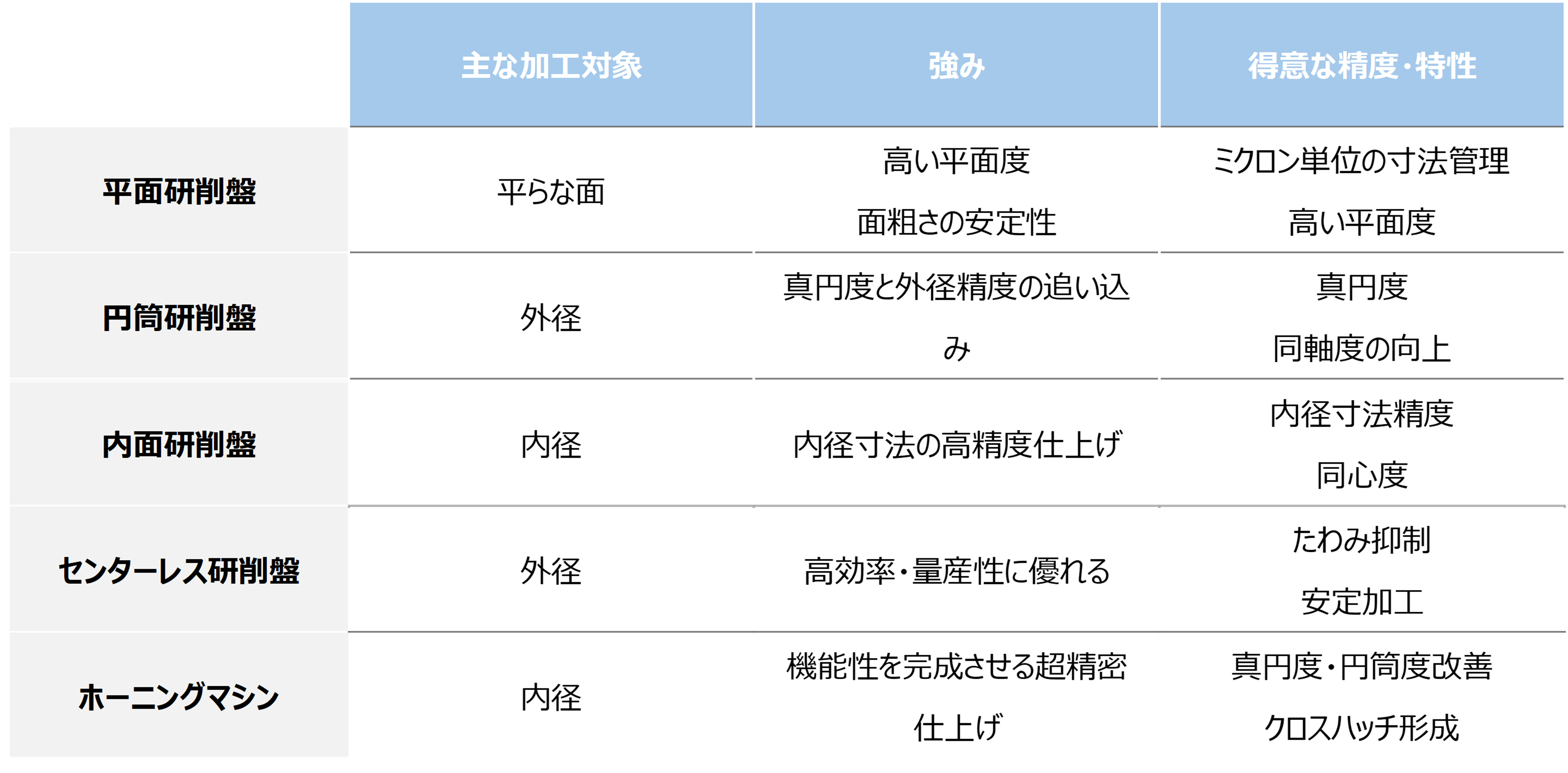
平面研削盤

平面研削盤は、金属部品の平らな面を高精度に仕上げるための工作機械です。
旋盤やマシニングセンタで形状を作った後、最終的な寸法・平面度・表面粗さを整える工程で使用されます。用途としては名前の通り、平らな面を高精度に仕上げる際に使用されます。
円筒研削盤

円筒研削盤は、シャフトやローラーなどの円筒形状部品の外径を高精度に仕上げる工作機械で
例えば、旋盤加工で円筒形状のシャフトを成形した後、最終的な寸法精度や真円度、表面粗さを整えるために使用されます。旋盤加工では到達が難しいミクロン単位の寸法調整が可能です。特に回転体部品では、わずかな外径誤差や真円度不良が振動・異音・摩耗の原因となるため、円筒研削盤による精密仕上げが不可欠です。
内面研削盤

内面研削盤とは、円筒形状部品の内径(穴の内側)を仕上げるものです。外径を加工する円筒研削盤に対し、内面研削盤は内側の加工をする違いがあります。
主に、ベアリング、ギア、ブッシュ、油圧部品などの部品の仕上げ加工に使われます。
センターレス研削盤
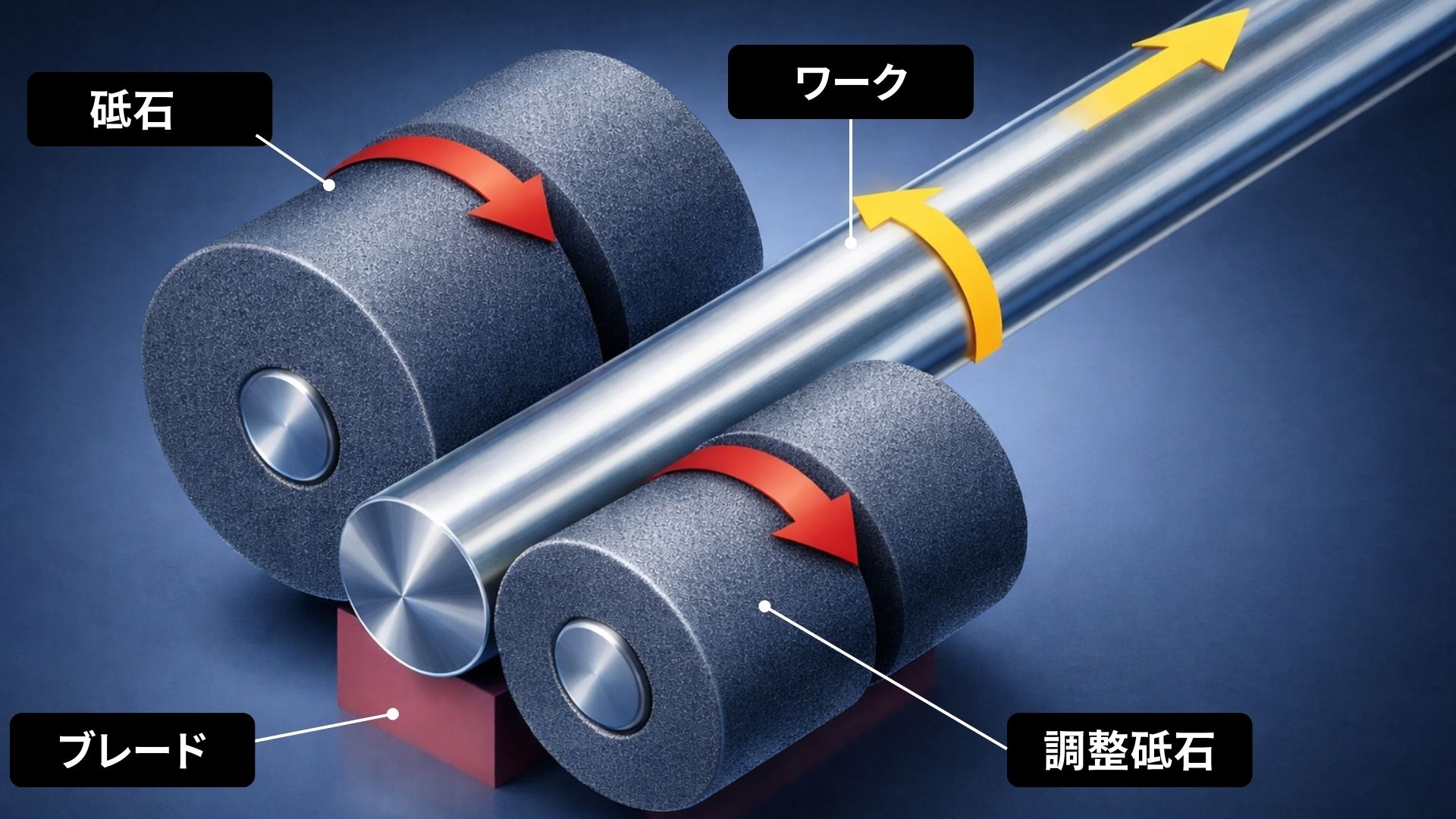
センターレス研削盤とは、ワークをセンターで固定せずに、外径を研削する工作機械です。回転する砥石と調整砥石の間にワークを挟み込み、ワークレストブレードで支持しながら外径を研削します。 加工するものの形状としては、シャフト、ピン、ローラーなどの円筒形状部品が代表的です。
ワークを外周から砥石、調整砥石、ブレードの三点支持する構造のため、円筒研削盤に比べるとたわみや振動を抑えやすい特徴があります。 そのため、細長い部品や同一径の量産部品の加工に適しています。
ホーニングマシン
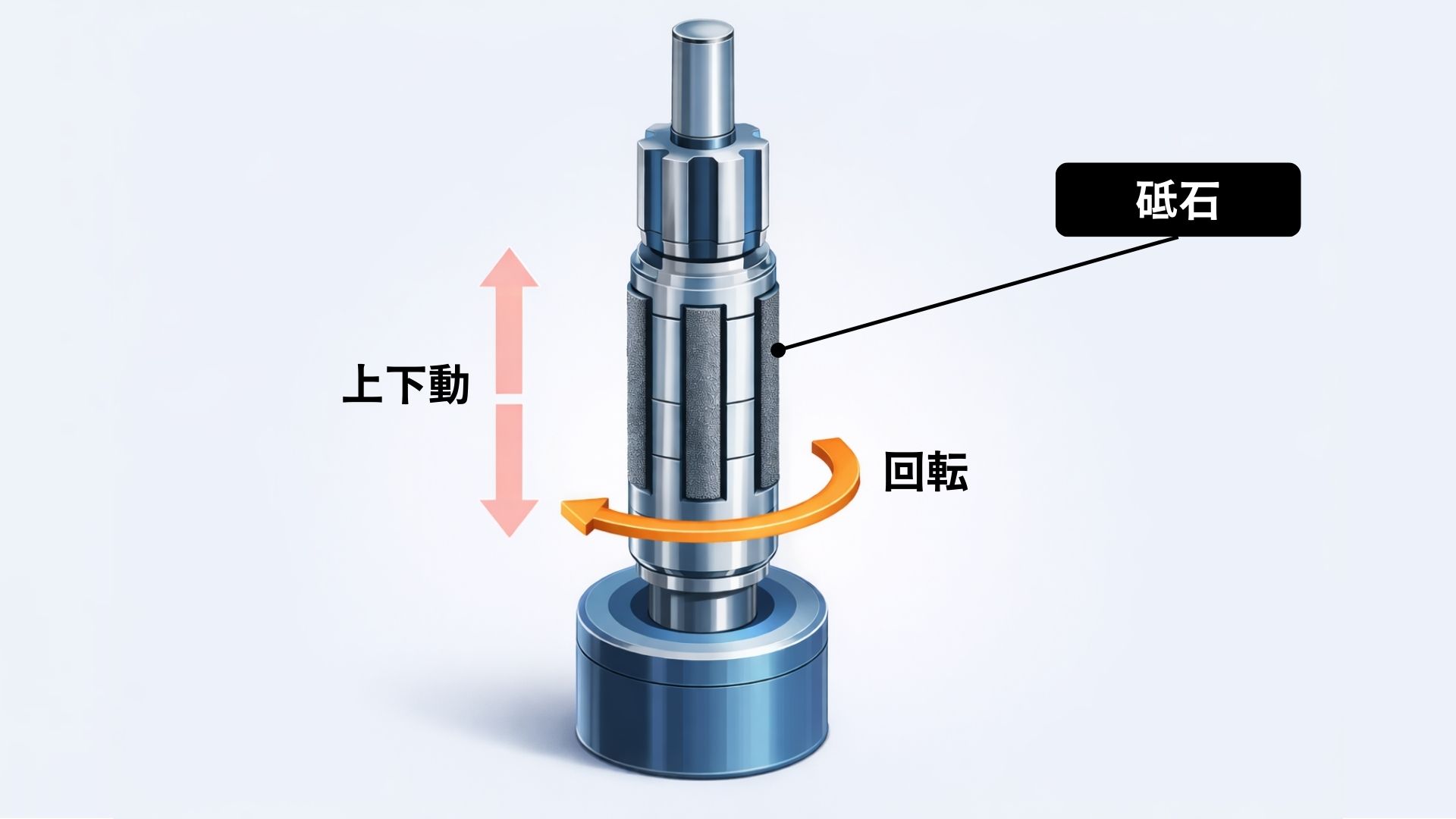
ホーニングマシンとは、円筒部品の内径を超精密に仕上げるための工作機械です。砥石を内径に押し付けながら、回転運動と往復運動を同時に行うことで加工されます。
内径を加工するという点では内面研削盤と似ていますが、両者の目的には明確な違いがあります。内面研削盤が主に寸法仕上げを目的とするのに対し、ホーニングは寸法補正に加え、真円度・円筒度の改善や機能面の向上を目的とする加工です。さらに、潤滑油を保持するためのクロスハッチ模様を形成できる点も大きな特徴です。
つまり、内面研削が「寸法を仕上げる加工」であるのに対し、ホーニングは「機能を完成させる最終仕上げ加工」といえます。
加工精度・面粗度・砥石仕様の違い
加工精度の違い
精密度(加工精度)とは、部品の実際の寸法が設計寸法からどれだけずれているかを示す指標で、数値が小さいほど高精度を意味します。
一般的な加工精度の目安は以下の通りです。
・一般研削:±0.005~0.01mm
・精密研削:±0.001~0.003mm
・超精密:1μm以下
※機械仕様・加工条件・環境により異なります。
先に挙げた各種研削盤も、用途をさらに細分化すると求められる加工精度には違いがあります。一般機械部品の仕上げと、精密回転部品や高機能部品の仕上げとでは、要求されるレベルが異なります。
例えば数μm単位の精度が求められる場合には、高精度仕様の研削盤を選定する必要があります。
面粗度の違い
面粗度(表面粗さ)は、加工後の表面がどれだけ滑らかであるかを示す指標で、一般的に Ra(算術平均粗さ) で表されます。数値が小さいほど、より滑らかな表面を意味します。
加工方法によって到達できる面粗度には違いがあります。
・平面研削:Ra 0.4~0.8μmが一般的
・精密研削:Ra 0.2以下
・ホーニング:Ra 0.1以下
一般研削は寸法精度を確保する仕上げ加工として広く用いられますが、より高い摺動性や密着性が求められる場合には、精密研削や超仕上げ工程が必要になります。
研磨剤の違い
研削性能は、主に「砥粒」「粒度」「結合剤」の3要素によって決まります。加工材料や求める精度に応じて適切な組み合わせを選定することが重要です。
粒度(粒の大きさ)
粒度は砥粒の大きさを示し、仕上がりと除去量に影響します。
・粗粒(#24~#60)
→ 荒研削向け(除去量が多い)
・中粒(#80~#180)
→ 中仕上げ向け
・細粒(#240以上)
→ 仕上げ向け(面粗度が向上)
粒が細かいほど面粗度は良くなりますが、その分、材料除去量は少なくなります。
まとめ
研削盤は寸法精度や表面仕上げを達成するための重要な工作機械で、平面・円筒・内面・センターレス・ホーニングといった種類ごとに得意領域があります。加工対象の形状、要求される公差・面粗度、及び生産量を基に最適な機種を選定することが重要です。高精度な要求がある場合は砥石仕様や加工条件の最適化も必要で、適切な選定と運用が安定した品質と生産効率に直結します。
研削盤は新品導入だけでなく、中古設備を活用することで設備投資を大幅に抑える選択肢もあります。当社では、
・平面研削盤
・円筒研削盤
・内面研削盤
・センターレス研削盤
・ホーニングマシン
など、各種中古品の売買サポートを行っております。
まずはお気軽にお問い合わせください。